
ЕлектроСталь – місце в Житомирі, де можна купити електроди та зварювальний дріт
для зварювання вуглецевих сталей, нержавіючих сталей, чавуну

У нас можете купити електроди та зварювальний дріт:

Електроди АНО-21: для зварювання вуглецевих сталей
Електроди АНО-21 – зварювання конструкцій з вуглецевих сталей малої товщини (1-5 мм) з вмістом вуглецю не більше 0,25%
Електроди АНО-4: для зварювання вуглецевих сталей
Електроди АНО-4 – зварювання конструкцій з низьковуглецевих сталей марок Ст3, 10, 20 і інших з вмістом вуглецю не більше 0,25%.


Електроди АНО-36: електроди для зварювання вуглецевих сталей
Зварювання рядових і відповідальних конструкцій з низьковуглецевих марок сталей Ст 0, Ст 1, Ст 2 всіх груп А, Б, В і всіх ступенів розкислення – “КП”, “ПС”, “СП” по ГОСТ 380-94 і 05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20 по ГОСТ 1050-88
Електроди УОНИ 13/45 УОНИ 13/55 – для зварювання вуглецевих сталей
зварювання відповідальних конструкцій з вуглецевих і низьколегованих сталей, коли до металу швів висувають підвищені вимоги по пластичності і ударної в’язкості, зокрема, при роботі в умовах знижених температур


Електроди ОЗЛ-8, ЦЛ-11: електроди для зварювання нержавіючих сталей
зварювання конструкцій і виробів з корозійностійких сталей марок 08Х18Н10, 12Х18Н9, 08Х18Н10Т, 12Х18Н10Т і їм подібних. Для ЦЛ-11 до металу шва пред’являють більш жорсткі вимоги проти міжкристалічної корозії
Електроди ЦЛ-4, Т-590: для зварювання чавуну
Електроди ЦЛ-4 – зварювання конструкцій з чавуну, а також в поєднанні його зі сталлю
Електроди Т-590 – для наплавлення деталей машин зі сталі і чавуну, що працюють переважно без ударних навантажень в умовах абразивного зносу


Зварювальний дріт СВ08А СВ08Г2С обміднений
СВ08А – для ручного та механізованого зварювання вуглецевих конструкційних сталей в захисних газах
СВ08Г2С – для зварювання металів автоматичним і напівавтоматичним способом в середовищі захисного газу
FAQ (Запитання / Відповіді по електродам )
Яка структура маркування електродів?
Структура умовного позначення електродів
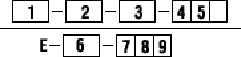
де:
1 – тип; 2 – марка; 3 – діаметр, мм; 4 – позначення призначення електродів; 5 – позначення товщини покриття; 6 – група індексів, що вказують характеристики наплавленого металу і металу шва по ГОСТ 9467-75, ГОСТ 10051-75 або ГОСТ 10052-75; 7 – позначення виду покриття; 8 – позначення допустимих просторових положень зварювання або наплавлення; 9 – позначення роду струму, полярності, номінальної напруги холостого ходу джерела змінного струму
Як зберігати електроди?
Електроди повинні зберігатися в оригінальній упаковці. Місце зберігання повинно бути захищено від дощу та вологи. Відносна вологість при зберіганні складає 40% і менше. Температура зберігання повинна бути постійною і перевищувати 15°С.
Під час зварювання на відкритому повітрі повинні бути вжиті заходи щодо запобігання потрапляння дощу і вологи на пачки з відкритими електродами.
Завітай до нас
Склад і офіс знаходяться в одному місці. Зручно підїжджати грузовим авто
Житомир, вулиця Михайла Грушевського, 109
067 4111567
067 1717147
0412 418421